SETEO de EJES
TORNO CNC
..............................................

Torno CNC - Wikipedia
PRÁCTICAS CAM
SETEO DE EJES
________________________
________________________
Curso de CNC 012 - Seteo de ejes
REFERENCIAR LA TORRETA
{kind=link}
Lo que queremos referenciar es la torreta.
Y ya sabiendo las:
- Longitudes.
- Dimensiones.
Características de cada una de las
HTAS.
Yo llego a la condición de:
-----> Saber la hubicación exacta de cada una de las HTAS del CNC.
_______________________________
Con eso llegamos al SETEO de EJES:
1. SETEO DE EJES


_______________________________
Lo que queremos hacer es esto:
Yo les voy a mostrar una forma bastante
standarizada. Y después de que la aprendan ustedes
pueden hacerlo como mejor les parezca.

Antes de nada quiero que veamos la configurción
del torno en particular.
El EJE de ROTACIÓN de la Torreta es paralelo
al EJE de ROTACIÓN del Usillo.

Hay algunos tornos en particular en los que el
EJE de ROTACIÓN de la Torreta es perpendicular
al EJE de ROTACIÓN del Usillo.

_______________________________
1a. PROCEDIMIENTO para el SETEO
de EJES
 _______________________________
_______________________________
Para realizar el SETEO de Ejes vamos a utilizar una pieza que nos va a servir de Referencia.


Una vez que tenemos nuestra pieza montada en la máquina estamos listos para comenzar con el SETEO
en este caso del:
___________
Eje Z
___________

........................................................................................
En primer lugar.

1. MECANIZAR EL FRENTE DE LA PIEZA.
REFRENTAR Justo.
REFRENTAR Justo.

........................................................................................
2. ALEJAR LA HTA DE CORTE SIN MOVERSE DEL EJE Z

De esta forma nos vamos a asegurar que el eje que queremos setear no cambie su posición.

Al mantenernos sobre el Eje Z.
Lo que queremos es comparar si el valor del Eje Z
que nos da la máquina en pantalla.
----> Midiendo la longitud de la pieza
desde el frente del plato es =.

.......................................................................................
3. MEDIR LA LONGITUD DE LA PIEZA, CON LA MAYOR EXACTITUD POSIBLE.


Si lo medimos con el calibre nos da 187.07

- "Pero acá el valor de Z en pantalla es de 1034.782
¿Eso significa que está mal referenciada?" -
Sí y NO. Antes de tomar esa decisión tenemos que hacer un
pequeño CÁLCULO.
Lo que nosotros queremos hacer es:
REFERENCIAR LA TORRETA -
Por lo que la distancia que el panel CNC
nos debería mostrar es
Longitud Pieza + Medida característica
Ahora...
Si este "Valor" es igual a la de la pantalla del panel CNC
muestra para Z... Está SETEADO CORRECTAMENTE


Si no es así... Vamos a tener que corregirlo.
........................................................................................
PROCEDIMIENTO PARA LA
CORRECCIÓN DE LA COORDENADA Z
1. Presionar el botón OffSet
_______________________________________


2. Seleccionar sistema de Coordenadas G54
_______________________________________

3. Posicionarte en la COORDENADA Z
_______________________________________

4. Presionar la flecha derecha
_______________________________________

5. Introducir el "VALOR" y apretar tecla Instert
_______________________________________
El resultado de la cuenta que hemos hecho anteriormente.

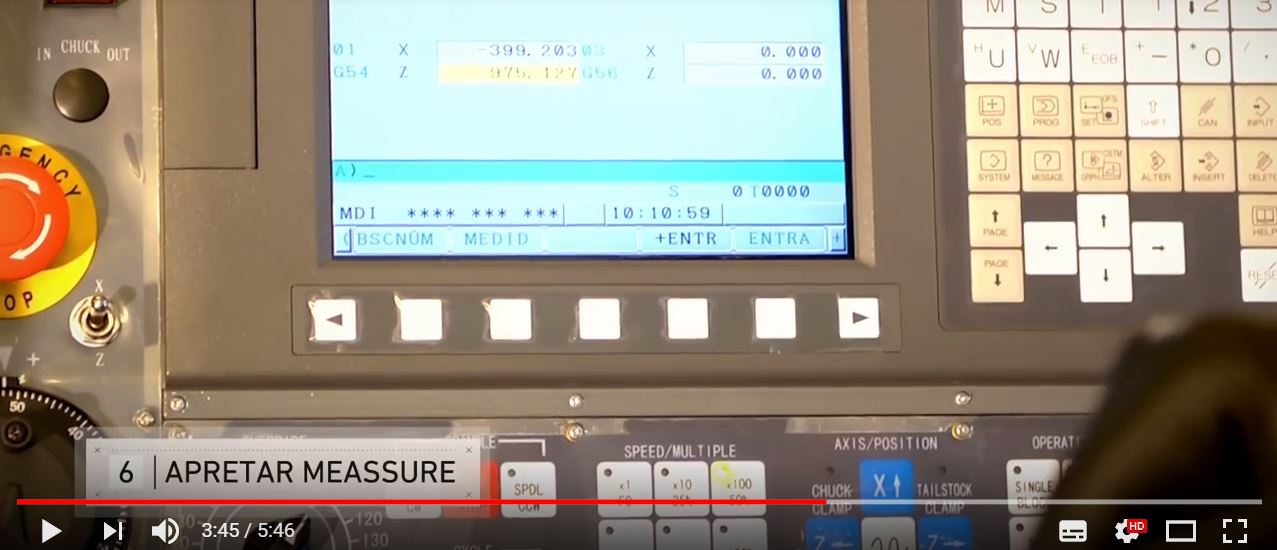
6. Y por último debemos apretar tecla Meassure
_______________________________________

- "Pero acá el valor de Z en pantalla es de 1034.782
¿Eso significa que está mal referenciada?" -
Sí y NO. Antes de tomar esa decisión tenemos que hacer un
pequeño CÁLCULO.
Lo que nosotros queremos hacer es:
REFERENCIAR LA TORRETA -
Por lo que la distancia que el panel CNC
nos debería mostrar es
Longitud Pieza + Medida característica
Ahora...
Si este "Valor" es igual a la de la pantalla del panel CNC
muestra para Z... Está SETEADO CORRECTAMENTE
Si no es así... Vamos a tener que corregirlo.
........................................................................................
PROCEDIMIENTO PARA LA
CORRECCIÓN DE LA COORDENADA Z
1. Presionar el botón OffSet
_______________________________________

2. Seleccionar sistema de Coordenadas G54
_______________________________________
3. Posicionarte en la COORDENADA Z
_______________________________________
4. Presionar la flecha derecha
_______________________________________
_______________________________________
El resultado de la cuenta que hemos hecho anteriormente.
6. Y por último debemos apretar tecla Meassure
_______________________________________
¿Esto que hizo?
Movió el sistema de coordenadas del Eje Z al frente del plato

Movió mi sistema de coordenadas al FRENTE del plato.

Por ende...
Ahora la posición es:
194.01.
Es decir... De esta manera utilizamos una pieza cuyas
dimensiones conozco... Para así:
REFERENCIAR
Perfecta y exactamente
La UBICACIÓN de la torreta.
Y ahora un procedimiento muy parecido es lo que tenemos que hacer con el Eje X.
:::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
1. SETEO DEL EJE X
_______________________________
___________
Eje X
___________
En este caso lo que vamos a hacer es pulir la superficie de la pieza para sacar cualquier imperfección que tenga la misma.
_______________________________
3.1. Realizar el Cáclulo.
3.2. Comparar la medida en la pantalla...
... Con los "Valores" que nos ha dado el CNC.

Y poder corregir en el caso que sea necesario.
_______________________________
2. ALEJAR LA HERRAMIENTA DE CORTE
SIN MOVERSE DEL EJE X
SIN MOVERSE DEL EJE X
_______________________________


Nos vamos a alejar de la pieza sin mover el Eje X.
Una vez que estemos afuera.
Vamos a:
_______________________________
3. MEDIR el DIÁMETRO DE LA PIEZA
_______________________________
Vamos a hacer el CÁLCULO y lo vamos a comparar con la pantalla:
Con los "VALORES" que nos ha dado el CNC:

_______________________________
Vamos a hacer el CÁLCULO y lo vamos a comparar con la pantalla:
Con los "VALORES" que nos ha dado el CNC:
______________________________

Bien... ¡PERFECTO!
Podemos entonces decir que hicimos bien el SETEO de Ejes.
_____________________________
:::::::::::::::::::::::::::::::::::::::::::::::::::::::::::

4. PODER CORREGIR EN EL CASO
QUE SEA NECESARIO
_______________________________
Una vez SETEADAS las coordenadas de los ejes :
___________

QUE SEA NECESARIO
_______________________________
Una vez SETEADAS las coordenadas de los ejes :
___________
Eje Z
___________
___________
Eje X
___________
Solo nos queda verificar que las coordenadas estén
de acuerdo con lo que programamos.
¿ A dónde pusimos el SISTEMA DE REFERENCIA?
En el plato, entonces...
Lo que debería de pasar:
Si yo muevo la HTA y toco el frente de la pieza...
El "VALOR" que se va a ver en pantalla debería ser
exactamente el "VALOR" que nosotros calculamos.
Realizamos un chequeo:
Moviendo la HTA en el eje Z y ponemos un papel
entre la cuchilla y el frente de la pieza para no marcarla.

___________
Eje X
___________
Solo nos queda verificar que las coordenadas estén
de acuerdo con lo que programamos.
¿ A dónde pusimos el SISTEMA DE REFERENCIA?
En el plato, entonces...
Lo que debería de pasar:
Si yo muevo la HTA y toco el frente de la pieza...
El "VALOR" que se va a ver en pantalla debería ser
exactamente el "VALOR" que nosotros calculamos.
Realizamos un chequeo:
Moviendo la HTA en el eje Z y ponemos un papel
entre la cuchilla y el frente de la pieza para no marcarla.
Bien... ¡PERFECTO!
Podemos entonces decir que hicimos bien el SETEO de Ejes.
_____________________________
:::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
...........................RESUMEN...........................
SETEO DE EJES
________________________

MAQUINO
MIDO
CALCULO
COMPARO
CORRIJO (En caso necesario)
No hay comentarios:
Publicar un comentario